

How THz time-domain spectroscopy detects voids, lack of fusion and weld defects in gas pipeline joints — without cutting
Why MDPE pipe joint integrity is a safety-critical problem
Non-destructive testing of MDPE pipe fusion joints has become one of the most important quality challenges in modern gas distribution infrastructure. Medium-Density Polyethylene (MDPE) pipes are widely used in gas networks because of their flexibility, corrosion resistance, and long service life. They are joined using two primary fusion methods—socket fusion and butt fusion—which bond the polymer at elevated temperature to form a continuous joint.
When the fusion process is executed correctly, the joint is as strong as the parent material. But field conditions are not always ideal. Temperature variation, surface contamination, incorrect heating time, and operator error can all introduce defects at the fusion interface. These defects are invisible from the outside — and once a joint is buried, they become extremely costly to investigate.
The consequences of an undetected weld defect in a gas pipeline is serious: leaks, pressure loss, service interruptions, and, in the worst cases, safety incidents. This is why pipeline operators, EPC contractors, and inspection bodies are increasingly asking, “How do you verify fusion joint integrity before commissioning without destructive sampling?”
Why conventional NDT methods struggle with polymer pipes
Most NDT techniques were developed for metals. Applied to MDPE, they face fundamental limitations:
- Ultrasonic testing (UT) — high acoustic attenuation in polyethylene scatters the signal. The fusion interface produces poor contrast, making defect sizing unreliable.
- Radiographic testing (X-ray)—requires ionizing radiation licensing and does not differentiate well between fused and unfused polymers of similar density. Voids must be large to produce measurable contrast.
- Visual inspection only evaluates surface bead geometry. It tells you nothing about subsurface bond quality or internal voids.
What is needed is a technique that can penetrate the polymer wall, interact with the fusion interface, and return interpretable defect data — without radiation, without contact preparation, and without cutting the joint open.
How terahertz inspection works on MDPE pipe joints
Terahertz (THz) Time-Domain Spectroscopy operates in the electromagnetic frequency band between microwave and infrared — typically 0.1 to 3 THz. This range has two properties that make it uniquely suited to polymer pipe inspection:
- High transmission through polyethylene — MDPE is essentially transparent to THz radiation. Pulses propagate through the pipe wall and the fusion zone with low bulk attenuation.
- Interface sensitivity—any discontinuity in refractive index or density—a void, a delamination, or an unfused zone—produces a measurable reflected pulse in the time-domain waveform.
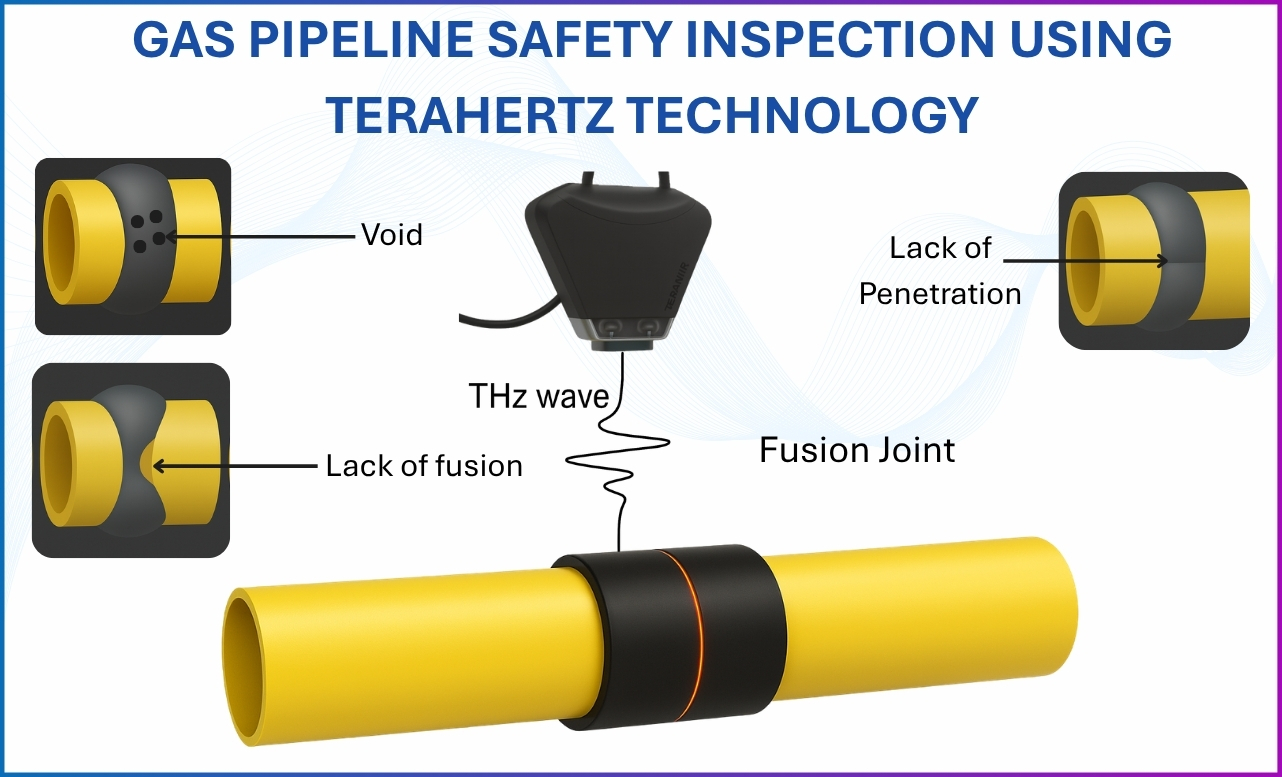
In a reflection-mode inspection, a THz transceiver is placed against the outer surface of the pipe. Sub-picosecond pulses are transmitted into the material. The reflected signal is captured, and time-domain analysis produces a depth-resolved profile of the joint—identifying the location, extent, and character of any anomaly at the fusion interface.
Defects detected in MDPE fusion joints by THz inspection
Terahertz inspection of MDPE pipe fusion joints reliably identifies three defect categories that conventional methods miss most often:
- Voids — air-filled gaps in the fusion zone from insufficient heating, material contamination, or poor fit-up. These appear as sharp reflections in the THz A-scan.
- Lack of fusion — planar zones where polymer surfaces failed to achieve molecular bonding during the fusion cycle. THz detects this as a persistent interface reflection that should not exist in a properly fused joint.
- Lack of penetration — incomplete material flow at the butt or socket interface, leaving a partial bond cross-section. Visible in THz B-scan and C-scan images as a reduced-signal region at the joint boundary.
Operational benefits for pipeline inspection teams
Moving from periodic visual checks or destructive coupon sampling to terahertz-based non-destructive testing delivers measurable operational value:
- 100% joint coverage — every fusion joint on a spool or in a trench can be screened before backfilling, not just a statistical sample
- Earlier defect detection—identifying a void before commissioning costs a fraction of excavating a failed in-service joint
- Auditable inspection records—THz waveform data and C-scan images provide a per-joint traceability record for quality documentation
- No radiation hazard — THz systems are non-ionising, enabling deployment in populated corridors and confined spaces without special permits
- Reduced downtime and maintenance cost—safer pipelines start with verified joints, not assumed ones
TeraXplor for MDPE pipe weld non-destructive testing
TeraLumen’s TeraXplor is a compact THz-TDS platform designed for material characterization and NDT applications in laboratory and field environments. For MDPE pipe inspection, TeraXplor delivers sub-millimeter depth resolution in the fusion zone, reflection and transmission mode scanning, and full A-scan, B-scan, and C-scan visualization with exportable data.
Whether you are qualifying a fusion welding procedure, running incoming inspection on fabricated pipe spools, or establishing a quality gate on a pipeline construction project, TeraXplor provides the signal fidelity and measurement consistency required for reliable polymer weld NDT.
Discuss your MDPE pipe inspection application
TeraLumen’s application engineers work with pipeline operators, inspection service providers, and EPC contractors to qualify THz inspection procedures for polyethylene pipe systems. Contact us with your joint geometry, defect acceptance criteria, and throughput requirements.